Choosing the Right Material - The Complete Guide

- Material mindset
- Properties that matter
- Plastics for housings and mechanisms
- Metals for structure and precision
- Elastomers for seals and soft touch
- Composites and hybrids
- Finish compatibility
- Prototyping vs production
- Supply chain and sustainability
- Regulatory and safety
- What drives cost
- Our selection workflow
- Case notes from the shop
- FAQ
Material mindset
We do not start with brand colors. We start with physics. Loads, environment, touch points and how the part is manufactured set the short list. Then we think about finish and assembly. Only then do we lock color and texture. The goal is to pick a material that cooperates with the chosen process - molding, CNC or printing - and that looks right with a finish that survives real life.
Properties that matter
- Mechanical - tensile, yield, impact, fatigue, creep.
- Thermal - deflection temperature, conductivity, expansion.
- Chemical - resistance to cleaners, fuels, sweat, UV.
- Electrical - dielectric strength, conductivity, ESD behavior.
- Surface - hardness, friction, paint or dye adhesion.
Plastics for housings and mechanisms
Plastics are flexible in design and finish. They vary wildly in behavior and chemistry. Here is a practical short list we reach for:
| Plastic | Why choose it | Watch outs |
|---|---|---|
| ABS | Easy to mold, good impact, paints well | Not great with solvents or UV without stabilizers |
| PC | Tough and clear options, good heat | Scratches easily, stress crazing with some cleaners |
| PC-ABS | Balanced toughness and processability | Mind shrink and weld lines on thick bosses |
| PP | Chemical resistant, hinges well, light | Paint adhesion is poor without special primers |
| PA6/PA66 (Nylon) | Strong, wear resistant, glass or carbon filled grades | Moisture uptake shifts dimensions and stiffness |
| POM (Acetal) | Low friction, dimensional stability | Bonding and painting are tricky, formaldehyde fumes if overheated |
| PMMA (Acrylic) | Crystal clear optics | Brittle, prefers well planned ribs and radii |
| TPU/TPE | Soft touch, impact absorption | Bonding to rigid shells needs overmold design and compatible chemistries |
Filler and fiber change behavior. Glass fills increase stiffness and heat resistance but raise shrink anisotropy. Carbon fill increases stiffness and reduces weight. Mineral fillers help cosmetics. Flame retardant grades exist for safety specs but may reduce toughness. Always confirm color options and availability early.
Metals for structure and precision
Metals bring stiffness, precision and thermal performance. Selection is about alloy, temper and the process.
| Metal | Good for | Notes |
|---|---|---|
| Aluminum 5052 | Sheet enclosures and brackets | Bends well, anodizes nicely, moderate strength |
| Aluminum 6061 | CNC parts and structural plates | Machines cleanly, stronger than 5052, larger bend radii |
| Aluminum 7075 | High strength, weight critical parts | Very strong, machines well, more expensive, not great for tight bends |
| Mild steel | Budget structure and powder coated parts | Stiff and inexpensive, needs finish for corrosion |
| Stainless 304 | Cosmetic frames, general corrosion resistance | Good formability, work hardens |
| Stainless 316 | Marine and harsh chemicals | Better corrosion resistance, harder to machine |
| Brass | Decorative, corrosion resistant fittings | Machines beautifully, heavy, premium look |
| Copper | Thermal and electrical paths | Soft, conducts heat and electricity very well |
For welded frames we pick alloys that cooperate with the process - 5052 sheet, 6061 plate with proper prep, mild steel when cost and stiffness rule. For precise mechanisms we machine 6061 or stainless and control heat input to keep flatness. If corrosion is a first order concern in salt spray or chlorides, 316 wins. For high polish decorative parts, brass and nickel plating are hard to beat.
Elastomers for seals and soft touch
Elastomers are the shock absorbers and seals. Hardness is measured in Shore A or D. We pick based on chemistry compatibility and feel:
- Silicone - high temperature, biocompatible options, very flexible, can be translucent.
- EPDM - excellent weather and UV resistance, common for outdoor gaskets.
- Nitrile NBR - fuel and oil resistant, common for seals and hoses.
- TPU - tough, abrasion resistant, good for overmold grips and bumpers.
Composites and hybrids
Fiber reinforced plastics and laminates provide stiffness to weight ratios metals cannot touch. Carbon fiber gives maximum stiffness with low weight. Glass fiber is more economical and still strong. Laminates need careful inserts for threads and load transfer. We often combine processes - a printed or molded core with bonded composite skins, or a CNC machined metal interface bonded to a composite panel.
Finish compatibility
Material and finish are a pair. Aluminum plus bead blast plus clear anodize gives a satin premium look. Mild steel plus powder is a workhorse. Stainless plus uniform bead can be the finish with no coating. Plastics accept texture in the tool or paint where the brand needs a color. Nylon often prefers dye over paint. POM resists paint and glues. TPU grips collect dust unless the surface is tuned. Decide early which finishes are compatible with your chosen material and use coupons to lock the spec.
Prototyping vs production
Use printing to explore shapes and ergonomics. Use CNC to check precision interfaces and thermal paths. Bridge with aluminum molds when demand is real but the design is still moving. When scaling, pick production grade material for late prototypes so test results carry forward. If you must prototype in a substitute material, document the differences so no one assumes identical behavior later.
Supply chain and sustainability
Availability and second sources matter. A perfect resin that is stocked by one supplier in one region is a risk. We shortlist by global availability, color consistency and lot variability. Recycled content is a real option now - rABS and rPETG are improving quickly. Metals recycle well. We specify regrind percentages where it makes sense and verify that critical properties hold.
Regulatory and safety
Plan early for RoHS and REACH. If the product is near the body, look at biocompatible grades. For enclosures near mains voltages, UL flammability ratings matter - V2, V1 or V0. For food contact and medical, additional certifications apply. Flame retardants affect color and impact strength, so test the exact grade that meets the spec rather than assuming a non FR grade will behave the same.
What drives cost
- Raw price per kilo or sheet is a start - but machine time and scrap can dominate.
- Tool wear and cycle time matter - glass filled resins and hardened steels cost more to process.
- Finish adds cost and risk - masking and rework are not free.
- Yield is king - brittle materials crack and scrap rises.
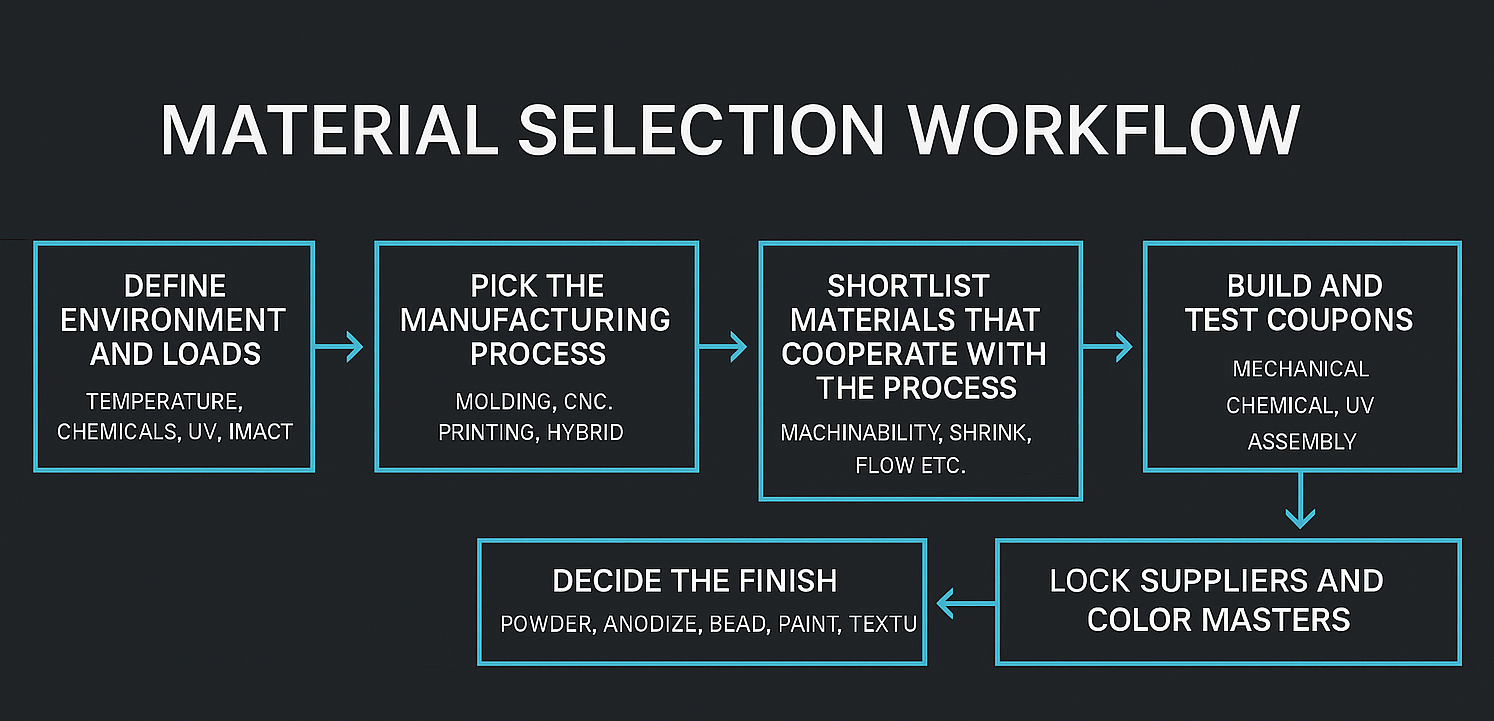
Our selection workflow
- Define environment and loads - temperature, chemicals, UV, impact.
- Pick the manufacturing process - molding, CNC, printing or a mix.
- Shortlist materials that cooperate with the process - think shrink, machinability or printability.
- Decide the finish - powder, anodize, bead, paint, texture in tool.
- Build and test coupons - mechanical, chemical, UV, assembly trials.
- Lock suppliers and color masters - avoid last minute substitutions.
Case notes from the shop
Outdoor sensor housing - PC-ABS with UV stabilized black, tool texture for grip, stainless fasteners and silicone gasket. We rejected PP because paint adhesion was needed for branding and PP would have fought that.
Heat spreading baseplate - 6061 CNC with pressed dowel pins and a chromate conversion finish for conductivity. The part needed flatness and tapped holes that a printed or molded polymer would not hold without inserts and headaches.
Wearable grip module - overmolded TPU on a PC core. We picked a TPU grade that bonds well to PC and tuned the surface to avoid dust collection while keeping a soft feel.
FAQ
What if two materials both work - we pick the one that cooperates with the chosen process and finish, and that has the best supply chain risk profile.
Can I change material after tooling - sometimes. Similar shrink and flow behavior helps, but plan for an engineering change and cosmetic re-approval.
Do recycled grades look worse - not necessarily. Some show more speckling in light colors. We test a real color sample before committing.